пʼятницю, 20 грудня 2013 р.
пʼятницю, 6 грудня 2013 р.
Орієнтованостружкова плита (ОСП, часто ОСБ — від англ. Oriented Strand Board) — багатошаровий (3-4 шари) листовийкомпозеційний матеріал, що складається з деревиної стружки, склеєної різними смолами з додаванням синтетичного воску і борової кислоти. Стружка в шарах плити має орієнтацію: в зовнішніх — поздовжню, у внутрішніх — поперечну.

Розміри
- Товщина: 6-22 мм
- Довжина: 2,5 м
- Ширина: 1,25 м
Класифікація
- OSB-1 — для користання в умовах зниженої вологості (меблі, обшивка, упаковка)
- OSB-2 — для виробляння тримальних конструкцій в сухих приміщеннях
- OSB-3 — для виробляння тримальних конструкцій в умовах підвищеної вологості
- OSB-4 — для виробляння конструкцій, що працюють в умовах значних механічних навантаг в умовах підвищеної вологості
За покривом ОСП поділяють на:
- Полаковані — покриті лаком з одного
- боку
- Поламіновані — покрита ламінатом (зокрема — під багаторазову опалубку для бетонних робіт: кількість циклів — до 50)
- Обшпунтовані — плита з обробленими краями з 2-х або 4-х сторін плити для укладання за площею поверхні.
пʼятницю, 22 листопада 2013 р.
Найдавніші пам'ятки народного мистецтва на території сучасної України, що зійшли до нас, належать до епохи палеоліту (20 тис. років до н.е.). Це вироби з кістки, оздоблені різними геометричними мотивами. Їх знайшли археологи під час розкопок Мізенської стоянки на Чернігівщині. Предметів із дерева із тих далеких часів не збереглося. Пізніше почала розвиватися кераміка, ткацтво, художня обробка кістки, а потім і дерева.
Розкопки скіфських поховань дають уявлення про різноманітність видів і технік художньої обробки деревини, які були у скіфів. В давнину скіфи користувались дерев'яним посудом. Археологічні розкопки скіфських поховань свідчать, що скіфи спілкувались з іншими народами, вміли обробляти дерево на високому художньому рівні. Вони оздоблювали дерев'явні похоронні ложа багатокольоровими породами дерева.
У ІІ ст. до н.е. сармати витіснили скіфів широко використовували колір у оформленні дерев'яних виробів. Скіфо-сарматський період і вплив античної культури грецьких міст Північного Причорномор'я сформували принцип художнього створення виробів, орнаментики, прийомів виконання та технік декорування. Поєднання реалізму з творчою фантазією, з підвищеною декоративністю, створення неповторної образної системи стали основою для творчої праці багатьох поколінь майстрів і утверджувались народною творчістю тривалий час.
Слов'яни вийшли на історичну арену на початку І тисячоліття до н.е.. вони займали територію між Дністром і Віслою. В І-ІІ ст. н.е. на землях середнього Придністров'я, як свідчать археологічні знахідки, розвивається культура, за назвою місця знахідки Зарубинецька.
У дохристиянський період відображались також уявлення стародавніх майстрів про магічні сили Землі та природи. Символічно зображувались Сонце, Земля, Кінь. Також був поширений геометричний орнамент із борозенок, ямок, штрихів. Уявлення про виникнення та побудову світу передавались у народній творчості у вигляді геометричних фігур-символів, зображень тварин і частин їхнього тіла - голови, ніг.
Літописець Нестор у Х ст. зазначає наявність розвиненої дерев'яної скульптури, за його свідченням Київський князь Володимир поставив у княжному дворі Перуна дерев'яного. Після прийняття християнства на Русі (989 р.) дерев'яних ідолів топили у річках. З часом розвивались токарні роботи, довбання, різьблення. Це засвідчує знайдені залишки дерев'яних мисок із Райковецького городища на Житомирщині і в інших районах України.
Токарні вироби прикрашали художнім розписом, що засвідчують зображення на мисці ХІІ ст. із Києва. Майстри Русі працювали в різних стилях. У кожному регіоні художня обробка дерева мала стилістичні особливості. Вироби відрізнялися формами та прикрасами. На виробах зображали майстри фантастичних звірів, міфічних птиць.
Татаро-монгольська навала затримала розвиток ремесел, знищила численні їх досягнення. Центри ремесел переміщуються з Києва, Чернігова та інших міст Галицько-Волинської землі. Ця земля менше потерпіла від монгольської навали. Під час князювання Данила Галицького художні ремесла, у тому числі й деревообробка, досягають значного розвитку. В середині 13 ст. зароджуються міста Львів і Холле, будуються численні фортеці.
Для художньої обробки дерева у 14-18 ст. характерні такі напрями: виготовлення побутових предметів, знарядь праці, засобів пересування в домашньому виробництві. Ремісничі цехи та мануфактури беруть участь у декоративному оформленні церков, предметів культу. Створюють набійні дошки для вибивання узорів на тканинах, пряникові дошки, меблі для різних верств населення.
На першому етапі 14 ст. перша половина 16 ст., коли з'являються специфічні ознаки українського мистецтва, художньої обробки дерева. Майстри виготовляють палаци, церкви, прикрашаючи пишним різьбленням. В орнаментиці з'являються мотиви листків аканто, квіток гранато-виноградних лоз і грон, серед них зображають щасливих янгелят.
Меблі цієї доби відрізняються гармонійністю античних пропорцій, прикрашаються пишним різьбленням, інколи розписом, накладними точеними профілями, використовують різні види дерева. Меблі складні за силуетом, масивні надто декоровані різьбленням або інкрустацією. Стіни оббивають тканинами, двері роблять із цінних порід дерева - стелі прикрашають золоченими орнаментами.
В середині 18 ст. відповідно до стилю рококо меблі набувають більш облегшених форм. Основним елементом орнаменту є роскайль??, інтер'єр облегшується, стає просторішим внаслідок оббивки стін шовком світлих тонів. Інколи стіни фарбували у світлі тони, прикрашали ліпним орнаментом.
У творчості народних майстрів-меблярів переважали прості форми. Такою була потреба соціального замовника-селянина, міщанина. Часто кращі кріпосні майстри оформляли палаци і замки магнатів. Вони прикрашали будови тригранно-виймчастим різьбленням, рельєфним різьбленням.
В 18-19 ст. остаточно формуються центри народного мистецтва - народні художні промисли. Після 1861 року народні промисли одержують подекуди новий творчий розвиток. Їх центри: Полтавщина, Київщина, Гуцульщина, Поділля, Лемківщина де формується своя стилістика оформлення, характер орнаменту, прийоми виконання.
В архітектурно-меблевому виробництві різьбленням прикрашають балки-сволоки, стовпці, столи, лави, скрині у Західних областях України, а також вибійчані дошки прикрашали рослинним орнаментом.
В 1878 р. відбулася важлива подія в історії художньої обробки дерева - відкрилося губернське ремісниче училище в Полтаві з токарно-столярним відділенням. Училище підготувало чимало різьбярів.
У Західних землях готуються форми гуцульських стилів художньої обробки дерева. Своєрідність його у поєднанні плоского різьблення з тригранно-виїмчастим, з особливою манерою композиційної побудови орнаменту, форми виробів, прийомами виконання, інструментами. Тут дуже виявлені етнографічні особливості.
В 90-х роках 20 ст. ученими дослідниками проводиться значна робота щодо вивчення народної творчості, відродження забутих або занедбаних ремесел. У губерніях створюються відділи мистецтва і промислові кооперації в яких об'єднюються сільські і міські майстри, організовуються виставки, що сприяють підняттю престижу народної творчості.
На початку 20-х років створюється художньо-промислові школи в Києві, Харкові, Полтаві, Переяслові. З другої половини 20-х років на виставках разом з досвідченими майстрами активну учатсь бере молодь.
В 30-40 роках змінюються естетика, зміст і призначення виробів художніх промислів. Вони зазнають сильної ідеологізації, натиску влади. У виробах основна увага приділяється декору державно-політичного змісту, який витісняє традиційну естетику і практичність. Задана "зверху" тематика і геральдика, по суті, відривали промисли від народних традицій. Ця тенденція зберігалася в народному мистецтві довгі роки.
У 1934 році організована Українська художньо-промислова спілка, яка очолює артілі - кооперативні об'єднання художнього виробництва. У Дніпропетровську відкривається школа декоративного розпису. Активно й швидко розвивається народне мистецтво України в передвоєнний час.
В післявоєнний період відроджується художня обробка дерева, особливо в західних областях України. Відновлюється робота в артілі "Гуцульщина" в Косові, ім.Л.Українки у Львові, у Чернівецькій області, відкриваються училища деоративно-ужиткового мистецтва. В 1946 р. в Львові відкривається перший на Україні художній інститут (нині Львівська академія мистецтв). Наприкінці 50-х років художні артілі переорганізовуються у державні підприємства, які підпорядковуються Міністерству місцевої промисловості.
Народне мистецтво знаходить широке застосування в дизайнерських розробках у сфері побуту, праці, виробництва меблів, оформленні житла та виробничого середовища.
Сучасні майстри володіючи широким естетичним кругозором, достатньою професійною підготовкою, інтерпретує традиції народного мистецтва. Він здатний розв'язувати творче завдання комплексно, створювати художню цілісність, робити композицію насиченішою, виразною. Це підтверджують виставки професійних художників-майстрів декоративно-ужиткового мистецтва. Експонати різноманітні за тематикою і призначенням. Одні з них мають ужитковий характер, а інші декоративний, але всі вони єдині, нерозривно зв'язані в аспекті народного і професійного мистецтва, сучасності і традицій.
Розкопки скіфських поховань дають уявлення про різноманітність видів і технік художньої обробки деревини, які були у скіфів. В давнину скіфи користувались дерев'яним посудом. Археологічні розкопки скіфських поховань свідчать, що скіфи спілкувались з іншими народами, вміли обробляти дерево на високому художньому рівні. Вони оздоблювали дерев'явні похоронні ложа багатокольоровими породами дерева.
У ІІ ст. до н.е. сармати витіснили скіфів широко використовували колір у оформленні дерев'яних виробів. Скіфо-сарматський період і вплив античної культури грецьких міст Північного Причорномор'я сформували принцип художнього створення виробів, орнаментики, прийомів виконання та технік декорування. Поєднання реалізму з творчою фантазією, з підвищеною декоративністю, створення неповторної образної системи стали основою для творчої праці багатьох поколінь майстрів і утверджувались народною творчістю тривалий час.
Слов'яни вийшли на історичну арену на початку І тисячоліття до н.е.. вони займали територію між Дністром і Віслою. В І-ІІ ст. н.е. на землях середнього Придністров'я, як свідчать археологічні знахідки, розвивається культура, за назвою місця знахідки Зарубинецька.
У дохристиянський період відображались також уявлення стародавніх майстрів про магічні сили Землі та природи. Символічно зображувались Сонце, Земля, Кінь. Також був поширений геометричний орнамент із борозенок, ямок, штрихів. Уявлення про виникнення та побудову світу передавались у народній творчості у вигляді геометричних фігур-символів, зображень тварин і частин їхнього тіла - голови, ніг.
Літописець Нестор у Х ст. зазначає наявність розвиненої дерев'яної скульптури, за його свідченням Київський князь Володимир поставив у княжному дворі Перуна дерев'яного. Після прийняття християнства на Русі (989 р.) дерев'яних ідолів топили у річках. З часом розвивались токарні роботи, довбання, різьблення. Це засвідчує знайдені залишки дерев'яних мисок із Райковецького городища на Житомирщині і в інших районах України.
Токарні вироби прикрашали художнім розписом, що засвідчують зображення на мисці ХІІ ст. із Києва. Майстри Русі працювали в різних стилях. У кожному регіоні художня обробка дерева мала стилістичні особливості. Вироби відрізнялися формами та прикрасами. На виробах зображали майстри фантастичних звірів, міфічних птиць.
Татаро-монгольська навала затримала розвиток ремесел, знищила численні їх досягнення. Центри ремесел переміщуються з Києва, Чернігова та інших міст Галицько-Волинської землі. Ця земля менше потерпіла від монгольської навали. Під час князювання Данила Галицького художні ремесла, у тому числі й деревообробка, досягають значного розвитку. В середині 13 ст. зароджуються міста Львів і Холле, будуються численні фортеці.
Для художньої обробки дерева у 14-18 ст. характерні такі напрями: виготовлення побутових предметів, знарядь праці, засобів пересування в домашньому виробництві. Ремісничі цехи та мануфактури беруть участь у декоративному оформленні церков, предметів культу. Створюють набійні дошки для вибивання узорів на тканинах, пряникові дошки, меблі для різних верств населення.
На першому етапі 14 ст. перша половина 16 ст., коли з'являються специфічні ознаки українського мистецтва, художньої обробки дерева. Майстри виготовляють палаци, церкви, прикрашаючи пишним різьбленням. В орнаментиці з'являються мотиви листків аканто, квіток гранато-виноградних лоз і грон, серед них зображають щасливих янгелят.
Меблі цієї доби відрізняються гармонійністю античних пропорцій, прикрашаються пишним різьбленням, інколи розписом, накладними точеними профілями, використовують різні види дерева. Меблі складні за силуетом, масивні надто декоровані різьбленням або інкрустацією. Стіни оббивають тканинами, двері роблять із цінних порід дерева - стелі прикрашають золоченими орнаментами.
В середині 18 ст. відповідно до стилю рококо меблі набувають більш облегшених форм. Основним елементом орнаменту є роскайль??, інтер'єр облегшується, стає просторішим внаслідок оббивки стін шовком світлих тонів. Інколи стіни фарбували у світлі тони, прикрашали ліпним орнаментом.
У творчості народних майстрів-меблярів переважали прості форми. Такою була потреба соціального замовника-селянина, міщанина. Часто кращі кріпосні майстри оформляли палаци і замки магнатів. Вони прикрашали будови тригранно-виймчастим різьбленням, рельєфним різьбленням.
В 18-19 ст. остаточно формуються центри народного мистецтва - народні художні промисли. Після 1861 року народні промисли одержують подекуди новий творчий розвиток. Їх центри: Полтавщина, Київщина, Гуцульщина, Поділля, Лемківщина де формується своя стилістика оформлення, характер орнаменту, прийоми виконання.
В архітектурно-меблевому виробництві різьбленням прикрашають балки-сволоки, стовпці, столи, лави, скрині у Західних областях України, а також вибійчані дошки прикрашали рослинним орнаментом.
В 1878 р. відбулася важлива подія в історії художньої обробки дерева - відкрилося губернське ремісниче училище в Полтаві з токарно-столярним відділенням. Училище підготувало чимало різьбярів.
У Західних землях готуються форми гуцульських стилів художньої обробки дерева. Своєрідність його у поєднанні плоского різьблення з тригранно-виїмчастим, з особливою манерою композиційної побудови орнаменту, форми виробів, прийомами виконання, інструментами. Тут дуже виявлені етнографічні особливості.
В 90-х роках 20 ст. ученими дослідниками проводиться значна робота щодо вивчення народної творчості, відродження забутих або занедбаних ремесел. У губерніях створюються відділи мистецтва і промислові кооперації в яких об'єднюються сільські і міські майстри, організовуються виставки, що сприяють підняттю престижу народної творчості.
На початку 20-х років створюється художньо-промислові школи в Києві, Харкові, Полтаві, Переяслові. З другої половини 20-х років на виставках разом з досвідченими майстрами активну учатсь бере молодь.
В 30-40 роках змінюються естетика, зміст і призначення виробів художніх промислів. Вони зазнають сильної ідеологізації, натиску влади. У виробах основна увага приділяється декору державно-політичного змісту, який витісняє традиційну естетику і практичність. Задана "зверху" тематика і геральдика, по суті, відривали промисли від народних традицій. Ця тенденція зберігалася в народному мистецтві довгі роки.
У 1934 році організована Українська художньо-промислова спілка, яка очолює артілі - кооперативні об'єднання художнього виробництва. У Дніпропетровську відкривається школа декоративного розпису. Активно й швидко розвивається народне мистецтво України в передвоєнний час.
В післявоєнний період відроджується художня обробка дерева, особливо в західних областях України. Відновлюється робота в артілі "Гуцульщина" в Косові, ім.Л.Українки у Львові, у Чернівецькій області, відкриваються училища деоративно-ужиткового мистецтва. В 1946 р. в Львові відкривається перший на Україні художній інститут (нині Львівська академія мистецтв). Наприкінці 50-х років художні артілі переорганізовуються у державні підприємства, які підпорядковуються Міністерству місцевої промисловості.
Народне мистецтво знаходить широке застосування в дизайнерських розробках у сфері побуту, праці, виробництва меблів, оформленні житла та виробничого середовища.
Сучасні майстри володіючи широким естетичним кругозором, достатньою професійною підготовкою, інтерпретує традиції народного мистецтва. Він здатний розв'язувати творче завдання комплексно, створювати художню цілісність, робити композицію насиченішою, виразною. Це підтверджують виставки професійних художників-майстрів декоративно-ужиткового мистецтва. Експонати різноманітні за тематикою і призначенням. Одні з них мають ужитковий характер, а інші декоративний, але всі вони єдині, нерозривно зв'язані в аспекті народного і професійного мистецтва, сучасності і традицій.
 Мідно-кам’яний вік. Експозиція Кам’янець-Подільського історичного державного музею-заповідника Роль винаходів у первісному суспільствіВинахідництво є одним із найважливіших видів активної творчої діяльності людства. В усі часи воно допомагало людині в освоєнні дикої природи, починаючи з видобування вогню і завершуючи польотами в космос. Винаходи завжди були пов’язані з розвитком технічного та економічного потенціалу суспільства, а винахідники своєчасно знаходили теоретичні та практичні вирішення нагальних технічних проблем, тобто ставали творцями нових можливостей для суспільства.Винахідництво — це передусім технічна творчість, саме воно є рушійною силою прогресу. З винаходу першого знаряддя праці й розпочинається історія людства. Можна вважати, що витоки винахідництва сягають своїм корінням сивої давнини. Мабуть, початок цього процесу поклало прагнення наших далеких предків задовольнити природні потреби: аби добути їжу й захистити своє життя, люди спочатку використовували предмети, що їх оточували (каміння, палиці тощо), тобто послуговувалися речами, створеними самим Творцем. Аж згодом, пильно спостерігаючи за природою і наслідками своїх дій, вони навчилися спершу удосконалювати знайдені предмети, а потім і виготовляти знаряддя праці. У різних частинах світу, в різних племен і народів поява певної форми праці й суспільного життя відбувалася в різні періоди. Першими формами господарської діяльності людини були мисливство, рибальство і збиральництво, а основним знаряддям праці був спис. Уміння виготовляти знаряддя праці було основною рисою, яка відрізняла людину від тварини. Перші кам’яні знаряддя, на думку археологів, з’явилися приблизно 2,5 млн років тому. Ними можна було відрізати гілку, зняти шкуру з убитої тварини, розколоти кістку або викопати із землі корінець. Таких знарядь було небагато, а людину, котра виготовляла їх, називали людиною умілою (homo habilis).  Кам’яні рубила. Епоха неоліту і енеоліту. С. Гнідава, Новостав- Луцького району Волинської обл.Часи льодовикового періоду ще більше прискорили розвиток трудових навичок, здатність мислити, планувати свою діяльність, щоб вижити в різних кліматичних умовах. Суворий клімат навчив людей використовувати природний вогонь, а потім і добувати його, що відразу відокремило їх від природного світу. У їхніх житлах були вогнища, викладені каменем, де вдень і вночі горіло багаття, на якому готували їжу. Використання смаженої і вареної їжі сприяло фізіологічним змінам людини. Вогонь почали використовувати для захисту від звірів і на полюванні, тому добування вогню ставало важливим господарським завданням. 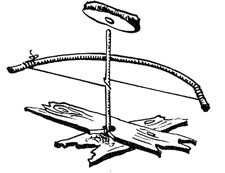 Добування вогню за допомогою лука і палички Із завершенням льодовикового періоду та встановленням клімату, близького до сучасного (35–10 тис. років тому), знаряддя праці удосконалювалися. Поряд зі знаряддями для полювання, яке залишалось основним видом діяльності, з’явились кам’яна зернотерка, товкачі для розтирання зерна, горіхів, коренів, крем’яні наконечники. Почали досконаліше обробляти кістки. Серед археологічних знахідок є кинджали, наконечники списів, гарпуни, голки з вушком, шила тощо. Кістяні вироби прикрашали різьбою — орнаментом або зображенням тварин, що, на думку первісних людей, надавало їм особливої сили. На цей період припадає й осілість людей, що засвідчують віднайдені сліди тривалочасових поселень цього періоду, у яких люди жили від кількох місяців до сотень років. За житло правили землянки, курені, переносні намети — чуми, а також великі общинні будинки. За добу мезоліту найважливішим із досягнень людини стало винайдення лука — зброї для дальнього бою, що дало змогу більш успішно вести полювання на звірів і птахів. Люди навчилися робити сильця, сітки, загорожі, мисливські пастки. Розвивалося рибальство, яким займалися за допомогою гарпунів, сіток, остів. Довбання човнів за допомогою кам’яної сокири дало змогу розвивати морський звіробійний промисел. Почали приручати тварин. У цей час зародилося малюнкове письмо — піктографія. Відтак, люди навчилися фіксувати, зберігати й передавати інформацію. Вже в епоху мезоліту людство накопичило знання з метеорології, медицини: були відомі трепанація черепа й ампутація пошкоджених кінцівок, широко застосовували гіпноз.  Наскельні малюнки кімерійської доби Важливим етапом еволюції людства загалом і розвитку винахідницької діяльності стала неолітична революція. Значним прогресом став перехід до обробітку землі. Прийоми і техніка землеробства були дуже примітивні: землю скопували дерев’яними палицями й мотиками; жали серпами з кремінним лезом; зерна розтирали на кам’яній плиті або в зернотерці. У період неоліту люди освоїли практично всі відомі в сучасний період сільськогосподарські культури. Поступово вдосконалювалась агротехніка. У IV тис. до н. е. у землеробстві виникли такі форми, як обробка постійних ділянок і перелогів неполивних (богарних) і навіть поливних (іригаційних) земель. У деяких регіонах (у Європі, Західній і Середній Азії) намітився перехід від ручного землеробства до орного.  Керамічний посуд трипільської культуриНайдавнішим ремеслом вважається гончарство, а гончарне коло — одне з найперших механічних приладь, що його винайшла людина. До речі, ідея використати обертальний момент уперше реалізована саме в гончарному колі. Батьківщина гончарного кола — Месопотамія, у IV тис. до н. е. його вперше використали шумери. У III тис. до н. е. він узвичаївся у практиці єгипетських, індійських, іранських і сирійських гончарів. З XIV ст. до н. е. відомий у Китаї, з VIII–VII ст. до н. е. — в Італії, Іспанії, Причорномор’ї, Закавказзі. Повсюди гончарський верстат сприяв виокремленню гончарства з системи домашнього господарства і перетворенню його на ремесло. Перші керамічні вироби виготовлені ще близько 8 тис. років тому. Перше надбання людства в освоєнні нового матеріалу — посуд. Значення винайдення керамічного посуду важко переоцінити. Це відкриття пов’язано з початком переходу людини до осілого способу життя, а відтак — із розвитком рільництва, скотарства, що, у свою чергу, сприяло усталенню побуту. Був потрібний досконалий посуд: докерамічні його види стримували господарський розвій через обмеженість форм і розмірів, невелику місткість, не термостійкість.  Неолітичний горщик із урочища Загай. Археологічний музей НІЕЗ «Переяслав» Керамічний посуд — перший вид керамопластики, з яким пов’язана діяльність людини. Спостережливість і досвід допомогли визначити, що глина буває «жирна» (мастка) або пісна. Вироби з «жирної», тобто пластичної глини, коли їх сушать, здебільшого деформуються і розтріскуються. Речі, виліплені з надто пісної глини, розкришуються. Потрібно було знайти «рецепт» глиняного тіста, який би усунув ці вади. Уламки кераміки неолітичної доби засвідчують, що вже в той час люди збагачували пісну глину жирною, а в жирну додавали пісок, дрібно січену солому, крейду, вовну, шамот, товчений граніт або черепашки, інші зажирнювачі. Отже, вже в епоху неоліту людина опанувала перший етап керамічного виробництва, пов’язаний із добуванням і очищенням сировини. Це був наче первісний термос, у якому гаряча страва довго не холоне, а холодна не нагрівається. З керамічних посудин почалася і народна фармакопея: у них робили відвари, настоянки. Вони були першими мірами об’єму. Найвагомішим технологічним досягненням гончарів за неоліту було створення дозуванням глиняних домішок і води, замісом робочої маси. Наступним був етап освоєння пластичних можливостей глини, інакше кажучи, вироблялися навички виготовлення кераміки. Було відкрито різні способи обробки глини: розливання, розкачування, розривання, биття, витягування, видавлювання, ліплення.  Зброя доби бронзи. XIV–XII ст. до н. е. Головним «інструментом» у цих процесах були руки й пальці людини. За допомогою «дарів природи» — камінчиків, дерев’яних паличок, кісток тварин, а також саморобних ножів, лощин і штампів — первісні гончарі загладжували стінки посудин, декорували їх. Поступово набиралися досвіду сушити глиняні вироби. На перший погляд, це просто, але й тут потрібні певні знання, навички. Основна умова сушіння кераміки — діяти поволі, бо якщо випаровування вологи швидке, виникає ефект надмірної напруги — і посуд тріскається. Важливо також рівномірно обвітрювати всі частини виробу, запобігати протягам і високим температурам. З часом усе це опанували перші гончарі. І, нарешті, випаровування — найскладніша й найвідповідальніша технологічна операція, завдяки якій глина стає керамікою. За якістю випалених виробів роблять висновки про якість приготування глиняної маси (неочищена глина, неоднорідно замішана, з повітряними бульбашками маса у вогні дасть брак). Високоякісно випалені старожитні речі показують,  Прикраси зарубинецької культури.ІІ ст. н. е. що тогочасні майстри були обізнані з тим, як виготовляти різні за розміром і товщиною вироби (надто товсті, з неоднаковою товщиною черепка в різних місцях при високих температурах також псуються). Випалені вироби демонструють і правильний вибір палива та режиму випалювання. За неоліту знали випалювання у відкритому вогнищі — на багатті або в ямі. Глиняні вироби закладали соломою, очеретом, хмизом або дровами і підпалювали. Це було ще не повне, слабке, нерівне випалювання, до температури 450–750 0C, залежно від виду палива. На зміну випалюванню у відкритому вогнищі прийшло пічне — у домашніх печах. Приблизно в V тисячолітті до н. е. в Єгипті, Месопотамії, Середній Азії почали використовувати перші горна — примітивні будови з глини, гною або цегли-сирцю, зведені над купою глиняних виробів. У горні досягають більшої температури й регулюють тягу, що сприяє рівномірності випалювання. Однокамерні горна змінилися двокамерними, у  Дерев’яне колесо, якому більше 5000 роківяких одна камера була як топка, а друга — як місце випалювання. На теренах України двокамерні горна знали вже гончарі трипільської і черняхівської культур. Рання стадія випалювання — обкурювання — відбувається, коли отвір горна трохи відкритий. Тоді випаровуються рештки вологи. Далі, при середньому вогні, згорають органічні речовини. На третій стадії випалювання черепок загартовується до кам’яного стану. Отже, перші знання і навички в теплотехніці люди здобули саме з практики гончарства. Удосконалення будування гончарського горна згодом покликало до життя металургію і склоробство. Гостродонна чаша — найархаїчніший вид вітчизняного керамічного посуду. Прадавні гончарі виготовляли її в техніці джгутового ліплення. Для цього викачували з глини довгі качалочки і накладали їх спіраллю одна на одну, нарощуючи таким чином стінки посудини. Потім дерев’яною паличкою чи кісточкою, жмутом трави, гладеньким камінчиком або просто пучками пальців загладжували її внутрішні боки. Спірально-джгутова техніка ліплення — одна з найдавніших, її опановували практично всі народи. Вона й досі збереглася там, де рівень домашнього ремесла низький (у деяких племен Африки, Океанії, в окремих гончарських осередках Середньої Азії тощо). Цей дуже зручний спосіб формування не потребує спеціальних навичок, складних інструментів, що й зумовлює довголіття джгутової техніки. До того ж він дає змогу виготовляти посудини будь-якої форми й розміру. Вже йшлося про житла, зроблені з плетива гілок, соломи, очерету, трави, «склеєних» глиною. Люди експериментували, додаючи до глини то пісок, то жорству, то щебінь чи полову. Такий глинопліт виходив ще міцніший. Коли ж із такої суміші було виготовлено будівельний камінь, людство отримало цеглу. Перші такі цеглини сушили на осонні, й виходив міцний будівельний матеріал — глинобетон. Під назвою саман він і досі слугує людям — використовується у вжитку в сільському будівництві. Селяни самі його виготовляють. Для цього масу з глини, січеної соломи, іноді й інших домішок добре переминають, потім у дерев’яних ящиках формують цеглини й сушать їх. Солома чи інші домішки до глини армують матеріал, збільшують його ударну в’язкість і запобігають розтріскуванню цегли на сонці та збільшують її стійкість до навантажень. З готового саману будують повітки, хліви і навіть житла, які є довговічними.  Унікальній знахідці чотири з половиною тисячі років. Одеське колесо на тисячу років молодше за шумерське, знайдене в Месопотамії. Вік нашого підтвердив радіовуглецевий аналіз. Історики навіть не можуть оцінити його вартість. Колесо разом із возом знайшли біля поховання знатного вельможі часів енеоліту, а саме — ямної культури (2-а пол. III – поч. ІІ тис. до н. е.).На тривалий час колесо залишили в запасниках Одеського археологічного музею. І лише зараз — після радіовуглецевого аналізу — підтвердилися найсміливіші припущення: це дійсно світова сенсація. Жодна знахідка європейських археологів до цього не була настільки цінною, — пишається археолог, який її відкопав. Пізніше люди навчилися виготовляти цеглу цілковито з глини, без домішок. Першу випалену цеглину, як і першу полив’яну кахлю, подарували людству в середині IV тис. до н. е. шумери. Від шумерів цегляне будівництво поширилося серед інших народів Месопотамії і досягло тут свого розквіту. Тамтешня цегла різнилася розмірами й кольорами, була й облицювальна цегла, вкрита кольоровими поливами, а в ассірійців — навіть посріблена. Ще одним старовинним ремеслом було ткацтво — виготовлення тканини на ручному ткацькому верстаті. Для цього вирощували льон, кропиву, інші культури, розділяли волокна, сукали їх, пряли, виробляли мотузки й нитки. Із ниток робили тонкі та грубі тканини для пошиття одягу і потреб домашнього господарства, шили мішки, сумки. На територіях сучасних Індії, Єгипту, Передньої Азії в VI–IV тис. до н. е. зародилося металургійне виробництво. Першим металом, який привернув увагу людей, була мідь, напевно, самородна. Міцністю вона поступалася каменю, але при нагріванні з неї можна було зробити голки, шило, рибальський гачок. Із міді виготовляли різноманітні прикраси. У III тис. до н. е. вже знали твердіший метал — бронзу (сплав міді з оловом, свинцем, що надавало їй твердості). Спочатку метали плавили на вогнищі, потім руди нагрівали в суміші з деревним вугіллям у плавильних печах. Значно просунулась уперед техніка обробки каменю. Його шліфували, різали, свердлили. Кам’яні знаряддя — мотику, зернотерку, ступку, леза для серпів, ножів, кинджалів — виготовляли із кременя. Голки, шила, ложки робились із кістки, зокрема із слонової. Нездатність задовольнити зростаючі потреби людини і суспільства, продуктивність у виробництві призводили до витіснення кам’яних знарядь праці, тому вони вичерпали свій потенціал у IV тис. до н. е. Почався перехід до чергового етапу — неоліту (мідно-кам’яний вік). У цей період найпоширенішим матеріалом став метал — спершу мідь, залізо, потім бронза, з І тис. до н. е. — сплави заліза і його похідних, а саме чавуну та сталі. Крім винаходів «технічного» характеру, удосконалювалися знання, з’явилися перші, поки ще примітивні, рахункові системи. Це були в’язанка соломи, низка черепашок, мотузка із зав’язаними на ній вузликами. У первісній Європі зазвичай для розрахунків використовували каміння. Цікаво, що слова «калькулятор», «калькуляція» походять від латинського «calculus» — камінь. Наприкінці неоліту було винайдено колесо. Використовуючи для переміщення і перевезення вантажу тварин і прагнучи знайти спосіб, щоб тварина могла перевозити більше, людина спершу винайшла сани, які добре ковзали по снігу, але були непридатні на землі. Перші ж вози, що могли котитися по землі, складалися з відрізків колод замість коліс, вміщених під возом або платформою. Коли віз тягнули, колоди під ним котилися. Це полегшило роботу. Платформа прокочувалася 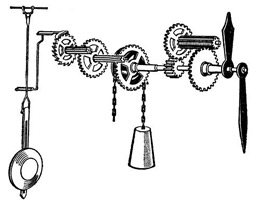 Схема механізму маятникового годинникапо колодах і залишала їх позаду себе. Ці колоди збирали і знов клали попереду платформи. І все повторювалося знову. Одного разу хтось здогадався зробити зріз колоди і проробити отвір у його центрі. Так з’явилося колесо — один із найбільших винаходів людини (перший віз із колесами відомий в Індії з IV тисячоліття до н. е.). Потім два колеса з’єднали віссю, а вісь прикріпили до платформи. Виник грубий віз. Отже, почав розвиватися колісний транспорт. Важливим моментом в історії людства стало виникнення судноплавства. Можна припустити, що воно почало розвиватися відтоді, коли люди помітили, що колода, яка впала у воду, залишається на плаву. Суднобудування, як засвідчують спеціалісти, веде початок з винаходу першого плоту, скріпленого з кількох колод. Вважається, що історія суднобудування і мореплавства налічує 6000 років. Зростання землеробства і щораз інтенсивніші земельні роботи сприяли розвитку геометричних знань. Було складено перші географічні карти. А виникнення першої в історії людства писемності стало межею, яка відділила первісну історію від епохи цивілізації. За тисячоліття, що минули з часу перших відкриттів, змінився довколишній світ, змінилася і сама людина, але незмінним залишається у ній прагнення до винахідництва, потреба творити, винаходити щось нове, оригінальне, незвичайне. Так у середні віки були винайдені порох, папір, книгодрукування, окуляри, компас. Це відіграло велику роль у розвитку виробництва, сприяло поширенню нових знарядь праці, які приводилися в дію руками людини, а також це стимулювало зростання ремесел. Закономірно: що продуктивніше винахідництво, то вищий рівень розвитку суспільства в цілому. Винахідницький прогрес історично обумовлений, невпинний, постійний, всеохопний. Мабуть, немає таких технічних систем, котрі протягом століть залишалися б незмінними. Аби переконатися у цьому, достатньо простежити історію винайдення будь-якої речі, приміром, годинника. 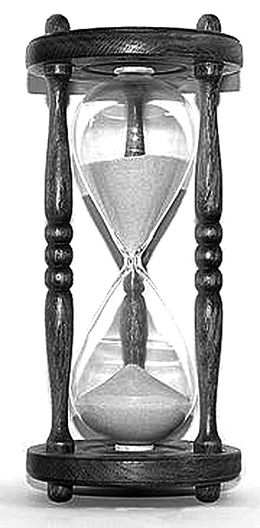 Пісочний годинник У глибоку давнину, коли треба було дізнатися, котра година, люди прислухалися: чи не співає півень, який уночі й на світанку кричить завжди в один і той самий час. Удень же всі надії були на сонце: опівдні воно прямо над головою, вранці встає над небосхилом вогненно-червоною кулею, а ввечері заходить за обрій. Із цим небесним годинником люди жили протягом тривалого часу. Перші ж винаходи в цій галузі базувалися на вимірюванні довжини тіні від палиці, встромленої у землю. Вимірювали цю тінь зазвичай стопами ніг. Наступним етапом став розграфлений циферблат: на невеликому майданчику забивали кілочок і від нього креслили лінії, що розходилися у сторони променями. Позначали кожну лінію відповідною цифрою від 1 до 12. Тінь від кілочка переміщувалася услід за сонцем по циферблату — від лінії до лінії і показувала, котра година. Це були перші сонячні годинники. Потім почали розташовувати ці годинники не на майданчику (горизонтально), а вертикально (на стінах приміщень). Вони показували час за тим самим принципом, що й попередні, проте у модифікованому вигляді. Влаштовували також «стріляючі» сонячні годинники. На них було збільшувальне скло, спрямоване на заряд із порохом. Опівдні, коли сонячні промені збиралися лінзою в гарячий пучок, лунав постріл. Цікавими були водяні годинники. Вони були вже досконалішими, оскільки показували час не лише в сонячну погоду, а й у негоду, навіть уночі. На сходинках драбини зверху вниз розміщували баки з водою. З верхнього краплина за краплиною вода стікала по трубі у нижній, і так до останньої сходинки. Такими були китайські водяні годинники. Подібні мали й давні греки і називали їх «клепсидрами»: закритий бачок, а над ним циферблат у вигляді стовпчика з цифрами. Зліва від стовпчика на кришці бака — фігурка хлопчика, що плаче. Справа від стовпчика — фігура мудреця із вказівкою у руці. Що більше наплаче хлопчик, то вище підніметься рука із вказівкою, яка показує на циферблат. Відомі також піщані годинники, які дійшли до нас із глибини віків і продовжують використовувати в наш час. У давнину винайдені й свічкові годинники. Механізм дії такий: свічка знизу до верху розмальована як зебра — чорно-білими смужками: їх було 24, за кількістю годин у добі. Віск від горіння тане, а разом із ним тануть і смужки. Скільки згоріло смужок, скільки і «розтануло» годин. Поступово годинники вдосконалювалися і урізноманітнювалися, зважаючи на вимоги часу. Врешті, настав період, коли був винайдений механічний годинник. Протягом багатьох століть люди користувалися механічними годинниками — дивовижним технічним винаходом. Форма, розмір, колір, матеріал, зрозуміло, були різними, а принцип один: механізмом годинника є двигун. До нинішнього часу люди користуються такими годинниками поряд з електронними. Є годинники, які одночасно слугують і термометром, і барометром, і показником вологи тощо. В такий спосіб можна простежити винайдення й удосконалення будь-якого предмета, починаючи від побутових речей (ножиці, окуляри, ручка) і закінчуючи сучасною технікою. |
четвер, 21 листопада 2013 р.
Технологічна підготовка виробництва
Технологічна підготовка виробництва (ТПВ) – це розробка комплекту технологічної документації і забезпечення виробництва засобами технологічного оснащення тобто як, чим, де і коли виготовити виріб.
Трудоємкість і тривалість ТПВ залежить від типу виробництва. Так, питома вага ТПВ у загальній трудоємкості підготовки виробництва складає:
1) в одиничному виробництві – 20-25%
2) в серійному – 50-55%
3) в масовому – до 70%
Більш трудоемка технологічна підготовка у серійному та масовому виробництві порівняно з одиничним пояснюється детальнішою розробкою технології та збільшенням оснащення робочих місць. Технологічна підготовка виробництва більш трудоемка для складних виробів, характер виготовлення яких впливає на їх якість.
У промисловості існує єдина система технологічної підготовки виробництва (ЕСТПВ), в складі якої діє понад 3000 державних стандартів на різні види технологічного оснащення і типових технологічних процесів.
Держстандартом регламентовані такі документи:
1) технологічні карти,
2) перелік спеціального технологічного оснащення,
3) технологічні інструкції,
4) розрахунки тривалості технологічних циклів,
5) перелік контрольно-вимірювальної апаратури,
6) трудові, матеріальні і вартісні норми та нормативи,
7) перелік нестандартного обладнання.
Технологічна карта – це основний документ ТПВ, де встановлюються параметри технологічної підготовки, а саме: обладнання, оснащення, розряди робіт, норми часу.
Існує 2 види технологічних карт: операційна та маршрутна.
Операційна технологічна карта – основний документ для кожної технологічної операції, що складається з 6-ти частин:
1) ескізне креслення виробу або деталі,
2) перелік усіх переходів всередині операції,
3) режим роботи (швидкість різки),
4) обладнання й технологічне оснащення,
5) розряди робіт, норми часу,
6) методи контролю та випробувань.
Операційна технологічна карта застосовується на всіх типах виробництва.
Маршрутна технологічна карта – основний технологічний документ, що визначає послідовність проходження виробу по цехах і дільницях, в якій міститься перелік технологічних операцій із зазначенням обладнання, технологічного оснащення, розрядів робіт і норм часу. Маршрутні технологічні карти застосовуються переважно в дрібносерійному й одиничному виробництві.
Важливим етапом технологічної підготовки виробництва є проектування та виготовлення технологічного оснащення. До нього входять:
– технологічне обладнання,
– оснастка,
– інструменти,
– засоби механізації та автоматизації виробничих процесів.
Їх вибір здійснюється з урахуванням конструктивно-технологічних особливостей виробу, типу виробництва, об’ємів випуску нової продукції. Чим більший об’єм випуску продукції, тим економічніше використання спеціальної оснастки, тому що витрати швидко скуповуються за рахунок зниження трудоемкості виконання операцій.
Виготовлення технологічного оснащення – одна з найбільш трудоемких і вартісних частин ТПВ.
Головне завдання технологів полягає в підборі оснащення за діючими класифікативними каталогами і довідниками.
На базі конструкторської документації починається технологічна підготовка виробництва, яка складається з такої послідовності технологічних робіт:
1) вибір заготовки;
2) розрахунок матеріалу, який знімається при обробці заготовки, тобто йде в стружку;
3) встановлення структури технологічного процесу (розділення на технологічні операції та встановлення їх послідовності і переходів);
4) вибір і розрахунок кількості обладнання (тип, модель, потужність, продуктивність, завод-виробник та інші ТЕП, включаючи ціни);
5) вибір оснащення;
6) вибір засобів вимірювання і контролю.
Види обладнання визначаються типом виробництва. При виборі необхідно враховувати: відповідність розмірів обладнання розміру оброблюваних деталей; відповідність продуктивності обладнання кількості деталей, що підлягає обробці.
Кількість технологічного обладнання визначається за формулою:
V – кількість виробів у шт.;
Фр.ч. – корисний фонд робочого часу обладнання в одну зміну;
З – кількість змін.
Нд – кількість неробочих днів у році;
t – тривалість робочого дня в годинах;
Кр – коефіцієнт, який враховує час перебування обладнання на капремонті ,... Кр = 0,9-0,95.
Вартість обладнання визначення за формулою:
Вбал. – балансова вартість обладнання;
Цо – оптова ціна підприємства;
Втрансп. – витрати на доставку по факту;
Bмонт. – витрати на встановлення обладнання на робочому місці.
Вибір підйомно-транспортного обладнання залежить від типу виробництва та характеру розміщення обладнання. Як транспортні засоби, використовуються ручні та електричні вагонетки, підйомники, транспортери, автокрани та інші.
Необхідна кількість транспортних засобів, задіяних на регулярних вантажопотоках, визначається за формулою:
Пр – годинна продуктивність транспортних засобів;
Фн – корисний фонд роботи транспортних засобів.
Організація технологічної підготовки виробництва.
У промисловості функціонують 3 системи організації ТПВ: централізована, децентралізована, змішана.
Централізована система організації ТПВ передбачає концентрації всіх технологій підприємства у відділі головного технолога. Перевагою її є більш широка можливість поліпшення організації інженерних робіт, їх механізації та автоматизації. Ця система застосовується в масовому серійному виробництві.
Децентралізованою називається система ТПВ, при якій весь комплекс технологічної підготовки виконується силами цехових технологів або цехових технологічних бюро. Відділ головного технолога при цьому здійснює обмежене число загальних функцій, а саме:
а) методичне керівництво ТПВ;
б) типізація технологічних процесів;
в) стандартизація оснащення;
г) дотримання технологічної дисципліни на підприємстві. Ця система застосовується в одиничному і дрібносерійному виробництві, де є великий об’єм робіт з технологічної підготовки через часту зміну об’єктів виробництва.
При змішаній системі організації ТПВ штат технологів ділиться на 2 частини:
1) відділ головного технолога, який розробляє технологію на стабільну, основну продукцію підприємства;
2) цехові технологи, що розробляють технологію на частозмінювану і разову продукцію.
Змішана система застосовується переважно на серійному виробництві.
Типізація технологічних процесів – система розробки раціональної технології, яка базується на створенні груп конструктивно-технологічно подібних деталей. Типізація складається з 2-х етапів: класифікація деталей по групах конструктнвно-технологічної подібності та вибір так званого типового представника групи.
За типовим представником розробляється типова технологія для всієї групи деталей, тобто одна технологічна карта й одна технологія.
Врахування особливостей конкретної деталі в типовій групі здійснюється за допомогою поправочних і проектувальних коефіцієнтів. Типізація є ефективним шляхом зниження технологічної собівартості й скорочення життєвого циклу виробу.
На відміну від типової технології, метод групової технології полягає в тому, що технологічний процес розробляється не на конкретну базову деталь, а на так звану умовно-комплексну деталь – умовно створену на папері деталь, що має всі ознаки даної класифікаційної групи деталей.
Обробка даної групи здійснюється за допомогою групового оснащення і групової інструментальної наладки тобто обробки деталей шляхом визначеного порядку заміни інструментів і операцій.
Основні вимоги до групової технології:
1) прийнята послідовність технологічних операцій повинна забезпечити обробку будь-яких деталей даної класифікаційної групи,
2) технологічне оснащення повинно бути груповим або універсально-переналагоджуваним, тобто придатним для обробки всієї групи деталей.
Такий метод дозволяє використання станків з ЧПУ і маніпуляторів (роботів).
Існує 2 ситуації вибору в умовах технологічних рішень, які не потребують додаткових капітальних вкладень і які потребують їх.
При порівняльному аналізі немає необхідності проводити поелементний розрахунок усіх калькуляційних статей витрат, що входять у технічну собівартість. Розраховуються тільки ті витрати, які змінюються при зміні технологічного процесу, тобто які є різними у різних варіантах технологій. Такий розрахунок і дає нам так звану технологічну собівартість – суму витрат, які залежать від прийнятого варіанту технології.
Умовно-постійні витрати не залежать від обсягу виробництва та розраховуються в цілому за рік по підприємству, а умовно-змінні – залежать від коливань обсягу виробництва (ЗП основних робітників).
Розрахунок технологічної собівартості для першої ситуації (без капітальних вкладень).
Для кожного варіанту технології визначається технологічна собівартість:
Розрахунок технологічної собівартості для другої ситуації з додатковими капітальними вкладами – методом приведених витрат.
Трудоємкість і тривалість ТПВ залежить від типу виробництва. Так, питома вага ТПВ у загальній трудоємкості підготовки виробництва складає:
1) в одиничному виробництві – 20-25%
2) в серійному – 50-55%
3) в масовому – до 70%
Більш трудоемка технологічна підготовка у серійному та масовому виробництві порівняно з одиничним пояснюється детальнішою розробкою технології та збільшенням оснащення робочих місць. Технологічна підготовка виробництва більш трудоемка для складних виробів, характер виготовлення яких впливає на їх якість.
У промисловості існує єдина система технологічної підготовки виробництва (ЕСТПВ), в складі якої діє понад 3000 державних стандартів на різні види технологічного оснащення і типових технологічних процесів.
Держстандартом регламентовані такі документи:
1) технологічні карти,
2) перелік спеціального технологічного оснащення,
3) технологічні інструкції,
4) розрахунки тривалості технологічних циклів,
5) перелік контрольно-вимірювальної апаратури,
6) трудові, матеріальні і вартісні норми та нормативи,
7) перелік нестандартного обладнання.
Технологічна карта – це основний документ ТПВ, де встановлюються параметри технологічної підготовки, а саме: обладнання, оснащення, розряди робіт, норми часу.
Існує 2 види технологічних карт: операційна та маршрутна.
Операційна технологічна карта – основний документ для кожної технологічної операції, що складається з 6-ти частин:
1) ескізне креслення виробу або деталі,
2) перелік усіх переходів всередині операції,
3) режим роботи (швидкість різки),
4) обладнання й технологічне оснащення,
5) розряди робіт, норми часу,
6) методи контролю та випробувань.
Операційна технологічна карта застосовується на всіх типах виробництва.
Маршрутна технологічна карта – основний технологічний документ, що визначає послідовність проходження виробу по цехах і дільницях, в якій міститься перелік технологічних операцій із зазначенням обладнання, технологічного оснащення, розрядів робіт і норм часу. Маршрутні технологічні карти застосовуються переважно в дрібносерійному й одиничному виробництві.
Важливим етапом технологічної підготовки виробництва є проектування та виготовлення технологічного оснащення. До нього входять:
– технологічне обладнання,
– оснастка,
– інструменти,
– засоби механізації та автоматизації виробничих процесів.
Їх вибір здійснюється з урахуванням конструктивно-технологічних особливостей виробу, типу виробництва, об’ємів випуску нової продукції. Чим більший об’єм випуску продукції, тим економічніше використання спеціальної оснастки, тому що витрати швидко скуповуються за рахунок зниження трудоемкості виконання операцій.
Виготовлення технологічного оснащення – одна з найбільш трудоемких і вартісних частин ТПВ.
Головне завдання технологів полягає в підборі оснащення за діючими класифікативними каталогами і довідниками.
На базі конструкторської документації починається технологічна підготовка виробництва, яка складається з такої послідовності технологічних робіт:
1) вибір заготовки;
2) розрахунок матеріалу, який знімається при обробці заготовки, тобто йде в стружку;
3) встановлення структури технологічного процесу (розділення на технологічні операції та встановлення їх послідовності і переходів);
4) вибір і розрахунок кількості обладнання (тип, модель, потужність, продуктивність, завод-виробник та інші ТЕП, включаючи ціни);
5) вибір оснащення;
6) вибір засобів вимірювання і контролю.
Види обладнання визначаються типом виробництва. При виборі необхідно враховувати: відповідність розмірів обладнання розміру оброблюваних деталей; відповідність продуктивності обладнання кількості деталей, що підлягає обробці.
Кількість технологічного обладнання визначається за формулою:
N = (Тр • V) : (Фр.ч. • З)
Тр – трудоємкість одиниці виробу;V – кількість виробів у шт.;
Фр.ч. – корисний фонд робочого часу обладнання в одну зміну;
З – кількість змін.
Фр.ч. = (Д - Нд) • t • Кр
Д – кількість календарних днів у році;Нд – кількість неробочих днів у році;
t – тривалість робочого дня в годинах;
Кр – коефіцієнт, який враховує час перебування обладнання на капремонті ,... Кр = 0,9-0,95.
Вартість обладнання визначення за формулою:
Вбал. = Цо + Втрансп. + Вмонт.
Вбал. – балансова вартість обладнання;
Цо – оптова ціна підприємства;
Втрансп. – витрати на доставку по факту;
Bмонт. – витрати на встановлення обладнання на робочому місці.
Вибір підйомно-транспортного обладнання залежить від типу виробництва та характеру розміщення обладнання. Як транспортні засоби, використовуються ручні та електричні вагонетки, підйомники, транспортери, автокрани та інші.
Необхідна кількість транспортних засобів, задіяних на регулярних вантажопотоках, визначається за формулою:
N = Q : Пр • Фк
де Q – вантажопотік за розрахунковий період;Пр – годинна продуктивність транспортних засобів;
Фн – корисний фонд роботи транспортних засобів.
Організація технологічної підготовки виробництва.
У промисловості функціонують 3 системи організації ТПВ: централізована, децентралізована, змішана.
Централізована система організації ТПВ передбачає концентрації всіх технологій підприємства у відділі головного технолога. Перевагою її є більш широка можливість поліпшення організації інженерних робіт, їх механізації та автоматизації. Ця система застосовується в масовому серійному виробництві.
Децентралізованою називається система ТПВ, при якій весь комплекс технологічної підготовки виконується силами цехових технологів або цехових технологічних бюро. Відділ головного технолога при цьому здійснює обмежене число загальних функцій, а саме:
а) методичне керівництво ТПВ;
б) типізація технологічних процесів;
в) стандартизація оснащення;
г) дотримання технологічної дисципліни на підприємстві. Ця система застосовується в одиничному і дрібносерійному виробництві, де є великий об’єм робіт з технологічної підготовки через часту зміну об’єктів виробництва.
При змішаній системі організації ТПВ штат технологів ділиться на 2 частини:
1) відділ головного технолога, який розробляє технологію на стабільну, основну продукцію підприємства;
2) цехові технологи, що розробляють технологію на частозмінювану і разову продукцію.
Змішана система застосовується переважно на серійному виробництві.
Типізація технологічних процесів – система розробки раціональної технології, яка базується на створенні груп конструктивно-технологічно подібних деталей. Типізація складається з 2-х етапів: класифікація деталей по групах конструктнвно-технологічної подібності та вибір так званого типового представника групи.
За типовим представником розробляється типова технологія для всієї групи деталей, тобто одна технологічна карта й одна технологія.
Врахування особливостей конкретної деталі в типовій групі здійснюється за допомогою поправочних і проектувальних коефіцієнтів. Типізація є ефективним шляхом зниження технологічної собівартості й скорочення життєвого циклу виробу.
На відміну від типової технології, метод групової технології полягає в тому, що технологічний процес розробляється не на конкретну базову деталь, а на так звану умовно-комплексну деталь – умовно створену на папері деталь, що має всі ознаки даної класифікаційної групи деталей.
Обробка даної групи здійснюється за допомогою групового оснащення і групової інструментальної наладки тобто обробки деталей шляхом визначеного порядку заміни інструментів і операцій.
Основні вимоги до групової технології:
1) прийнята послідовність технологічних операцій повинна забезпечити обробку будь-яких деталей даної класифікаційної групи,
2) технологічне оснащення повинно бути груповим або універсально-переналагоджуваним, тобто придатним для обробки всієї групи деталей.
Такий метод дозволяє використання станків з ЧПУ і маніпуляторів (роботів).
Методика визначення технологічної собівартості
та вибору оптимального технологічного варіанту
Одним з головних завдань технологічності виробництва є вибір оптимального варіанту технології на конкурсній основі. Для цього використовується порівняльний техніко-економічний аналіз, в основі якого – технологічна собівартість.Існує 2 ситуації вибору в умовах технологічних рішень, які не потребують додаткових капітальних вкладень і які потребують їх.
При порівняльному аналізі немає необхідності проводити поелементний розрахунок усіх калькуляційних статей витрат, що входять у технічну собівартість. Розраховуються тільки ті витрати, які змінюються при зміні технологічного процесу, тобто які є різними у різних варіантах технологій. Такий розрахунок і дає нам так звану технологічну собівартість – суму витрат, які залежать від прийнятого варіанту технології.
Умовно-постійні витрати не залежать від обсягу виробництва та розраховуються в цілому за рік по підприємству, а умовно-змінні – залежать від коливань обсягу виробництва (ЗП основних робітників).
Розрахунок технологічної собівартості для першої ситуації (без капітальних вкладень).
Для кожного варіанту технології визначається технологічна собівартість:
С/Втех. = Взм. • V + Bпост.
С/В Ітех. = Взм.І • V I + В Іпост.
С/ВІІтех. = В ІІзм. • VІІ + В ІІ пост.
Розрахунок технологічної собівартості для другої ситуації з додатковими капітальними вкладами – методом приведених витрат.
ПВ = С/Втех. + Ен • К
Економічно-оптимальним варіантом технологій є варіант з найбільшими приведеними витратами:
ПВІ = ВІзм. • V + ВІпост. + Ен • (КІзм. • VІ + КІпост.)
ПВІІ = ВІІзм. • V + ВІІп + Ен • (КзІІ • VІІ + КІІп)
Автора документації та оригінал дивіться на http://buklib.net/books/29476/
четвер, 14 листопада 2013 р.
Ефективність технологічних процесів
Під якістю будь-якої продукції, в тому числі окремих технологічних процесів, обладнання, технологічних ліній, продукту, що виробляється розуміють сукупність показників, що обумовлюють придатність об’єкту чи продукції задовольнити певні потреби згідно з її призначенням.
Якщо технологічна лінія, машина, апарат призначена для виконання якої-небудь технологічної операції (відокремлення від домішок, надання певної форми, зміни якостей об'єкту обробки, тощо), то якість машини, апарату визначається мірою виконання заданого призначення (ефективністю).
Технологічний рівень виробництва суттєво впливає на техніко-економічні показники підприємства.
Техніко-економічні показники — показники, що характеризують рівень використання сировини, матеріалів, виробничих потужностей, енергетичних ресурсів, обладнання, трудових ресурсів (вихід готової продукції з сировини, виробіток продукції на одного працівника). За їх допомогою визначають технічний та економічний стан виробництва на відповідний момент часу.
На техніко-економічні показники підприємства впливають :
- прогресивність технології;
- вікова структура виробничого апарату, його технічний стан;
- рівень механізації та автоматизації,
- якість виробленої продукції;
- ефективність виробництва,
- рівень кваліфікації кадрів,
- рівень організації виробництва та ін.
Досягнутий техніко-економічний рівень підприємства відображає його можливості щодо випуску продукції, яка відповідає вимогам замовників.
Найважливішим показником досконалості технології є собівартість продукції, яка характеризує не тільки технологію, а й організацію виробництва або управління. Собівартість дуже складний економічний показник і складається з «технологічних» та «організаційних» або управлінських витрат.
Витрати підприємства на виготовлення й збут продукції в грошовому вираженні називаються повною собівартістю, а витрати підприємства, безпосередньо пов'язані з виробництвом, - виробничою собівартістю продукту.
Основні статті витрат, з яких складається виробнича собівартість продукції:
1) сировина, напівпродукти й основні матеріали, що безпосередньо беруть участь у технологічних процесах виробництва;
2) паливо й енергія для технологічних цілей;
3) заробітна платня основних виробничих робітників;
4). амортизація - відрахування на відшкодування зношування основних виробничих фондів: будинків, споруджень, устаткування й ін.;
5) цехові витрати, включаючи витрати на зміст "і поточний ремонт основних виробничих фондів (у тому числі заробітну плату допоміжних і ремонтників, а також заробітну плату адміністративно-господарського персоналу цеху, витрати на охорону праці й техніку безпеки);
6) загальнозаводські витрати.
Із собівартості основного продукту звичайно знімається вартість побічних продуктів, одержуваних з тієї ж сировини. Співвідношення витрат по статтях собівартості по-різному для окремих виробництв. Однак у більшості випадків основні витрати падають на сировину.
Наприклад, собівартість продукції в хімічної промисловості, насамперед, залежить від вартості й повноти використання сировини й від вартості й витрати палива й енергії. Тому ощадливе використання сировини, палива й енергії є основною умовою зниження собівартості продукції.
Із технологічних складових мають велике значення витрати енергії на виробництво продукції. Енергоємність, як показник, має суттєвий вплив на собівартість продукції.
Окрім перелічених показників, технологічні схеми виробництва будь-якого продукту можуть бути оцінені за такими показниками [32], [58]:
1. відповідність властивостей готового продукту їхньому цільовому призначенню;
2. відповідність технології вимогам екології та техніці безпеки;
3. матеріало- і енергоємність;
4. ресурсо- та енергозбереження;
5. інтенсифікації виробництва;
6. інформаційна забезпеченість і керованність;
7. принципи оптимального варіанту.
Крім цього, необхідно враховувати і такі показники, що пов'язані з сучасними вимогами до технічних об'єктів:
- гнучкість — тобто можливість протистояти змінюючим умовам функціонування;
- стабілізуємість — властивість системи, що пов'язана із якістю перехідних процесів та сталістю;
- живучість — можливість керувати при непрацездатності окремих елементів;
- надійність — виключення аварійних ситуацій.
Виходячи із сучасних уявлень про оцінку якості технологічних процесів вважають, що економічні характеристики технологічних ліній, обчислені за загально прийнятими методиками, є другорядними характеристиками, які отримані розрахунковими методами на основі першорядних.
Слід зауважити, що в кожній галузі існують спеціальні показники для оцінки якості технологічних процесів. Наприклад, в хімічній технології глибина протікання реакції, від якої залежать ступінь використання сировини й інші показники хіміко-технологічних процесів, може характеризуватися ступенем перетворення й виходом, а для складних реакцій, крім того, - селективностью.
Ступень перетворення - відношення кількості речовини, що вступили в реакцію, до його вихідної кількості.
Аналіз рівня техніки [45] доцільно почати з вивчення вікового складу обладнання, ступеня оновлення і зношення. З цією метою порівнюють результати аналізу стану основних виробничих фондів із середньогалузевими показниками і даними споріднених підприємств.
Ступінь оновлення показує, наскільки інтенсивно діє процес оновлення ("омолодження") техніки.
протікають складні паралельні й послідовні реакції з одержанням декількох продуктів. Деякі із цих продуктів — цільові, інші — побічні.
Наприклад, ресурсозбереження можна оцінити за виходом готової продукції та за витратами допоміжних матеріалів, екологічність — за кількістю і концентрацією викидів і т.д. Можливо оцінювати екологічність встановленням ціни на одиницю маси шкідливих викидів, або їх концентрацією.
Порівняння показників дозволяє зробити висновки, що показники якості технологічних процесів переробних виробництв не завжди відповідають національним та міжнародним стандартам, оскільки за багатьма показниками ці процеси не оцінюються взагалі, а частина показників визначається згідно з методикою, яка не відповідає національним та міжнародним стандартам.
Вважається, що технічний рівень виробів перевищує найбільші світові досягнення, якщо кожен з обраних для порівняння показників перевищує більш ніж на 5% відповідні значення показників кожного аналога. Якщо ж відхилення значень параметрів зразка і аналогів, що оцінюються, знаходиться в межах +/- 3%, то прийнято вважати, що виріб відповідає найвищому світовому рівню.
Ці загальні положення і визначення регламентовані міжнародними стандартами, стандартами країн СНД (в т.ч. ГОСТами СРСР, ДСТУ, тощо).
При проведенні аналізу рівня технології виробництва, об'єктами аналізу можуть бути:
- технологія виробництва підприємства (об'єднання) в цілому;
- технологія за окремими підрозділами;
- технологія виробництва окремих виробів або груп виробів, агрегатів, вузлів, деталей;
- окремі технологічні процеси.
Вибір об'єкта аналізу залежить від стану виробництва і від конкретних завдань, поставлених перед ним.
Проводити аналіз доцільно у такій послідовності:
1) аналіз основних показників рівня технології з метою визначення ступеня його прогресивності й економічності з урахуванням специфіки даного виробництва;
2) виявлення технічних та організаційних факторів, що зумовили незадовільні показники;
3) розробка основних напрямків удосконалення технології виробництва на найближчі роки і визначення прогресивних показників, яких необхідно досягнути до кінця періоду.
Важливим узагальнювальним показником рівня технології є питома вага продукції, виготовленої за допомогою прогресивних технологічних методів, у загальному обсязі товарної продукції (У ціновому, трудовому або натуральному виразі).
Кожний технологічний процес має свої особливості та властиві для нього показники. Тому питому вагу продукції, виготовленої за допомогою прогресивної технології, визначають відповідно до цехів.
Наприклад, удосконалення технології у металообробних цехах пов'язане також із підвищенням рівня оснащеності пристроями і спеціальними інструментами різних видів.
Для з'ясування рівня технологічного оснащення визначають коефіцієнт технологічного оснащення як співвідношення числа детале-операцій, виконаних із застосуванням пристроїв, до загальної кількості детале-операцій. Цей коефіцієнт також можна визначити за даними технологічних карт [45].
Крім цього, показниками технологічного рівня є співвідношення за різними групами обладнання машинного і допоміжного часу та застосування типових технологічних процесів.
Рівень технології пов'язаний зі станом технологічної дисципліни, її аналіз проводять за допомогою вибіркового методу у таких трьох напрямках:
а) виявляють найтиповіші відхилення від технологічного процесу і причини, що їх зумовили;
б) оцінюють дотримання графіка перевірки обладнання на технологічну точність;
в) аналізують систему перевірки оснащення на технологічну точність.
Про технологічну дисципліну роблять висновок, врахувавши також динаміку таких показників, як втрати через брак і доплати робітникам - відрахування за порушення встановленої технології.
Рівень технології залежить і від ступеня механізації та автоматизації технологічного контролю, застосування прогресивних (наприклад, не руйнування підконтрольних виробів без зупинки обладнання тощо), статистично-математичних, у тому числі вибіркових, методів контролю і т. ін.
Ефективність удосконалення технології проявляється у першу чергу в зниженні трудомісткості і матеріаломісткості продукції.
Для оцінювання рівня технології вивчають також норми часу і коефіцієнти корисного використання матеріалів для виробів деталей і окремих технологічних процесів.
Якщо технологічна лінія, машина, апарат призначена для виконання якої-небудь технологічної операції (відокремлення від домішок, надання певної форми, зміни якостей об'єкту обробки, тощо), то якість машини, апарату визначається мірою виконання заданого призначення (ефективністю).
Технологічний рівень виробництва суттєво впливає на техніко-економічні показники підприємства.
Техніко-економічні показники — показники, що характеризують рівень використання сировини, матеріалів, виробничих потужностей, енергетичних ресурсів, обладнання, трудових ресурсів (вихід готової продукції з сировини, виробіток продукції на одного працівника). За їх допомогою визначають технічний та економічний стан виробництва на відповідний момент часу.
На техніко-економічні показники підприємства впливають :
- прогресивність технології;
- вікова структура виробничого апарату, його технічний стан;
- рівень механізації та автоматизації,
- якість виробленої продукції;
- ефективність виробництва,
- рівень кваліфікації кадрів,
- рівень організації виробництва та ін.
Досягнутий техніко-економічний рівень підприємства відображає його можливості щодо випуску продукції, яка відповідає вимогам замовників.
Найважливішим показником досконалості технології є собівартість продукції, яка характеризує не тільки технологію, а й організацію виробництва або управління. Собівартість дуже складний економічний показник і складається з «технологічних» та «організаційних» або управлінських витрат.
Витрати підприємства на виготовлення й збут продукції в грошовому вираженні називаються повною собівартістю, а витрати підприємства, безпосередньо пов'язані з виробництвом, - виробничою собівартістю продукту.
Основні статті витрат, з яких складається виробнича собівартість продукції:
1) сировина, напівпродукти й основні матеріали, що безпосередньо беруть участь у технологічних процесах виробництва;
2) паливо й енергія для технологічних цілей;
3) заробітна платня основних виробничих робітників;
4). амортизація - відрахування на відшкодування зношування основних виробничих фондів: будинків, споруджень, устаткування й ін.;
5) цехові витрати, включаючи витрати на зміст "і поточний ремонт основних виробничих фондів (у тому числі заробітну плату допоміжних і ремонтників, а також заробітну плату адміністративно-господарського персоналу цеху, витрати на охорону праці й техніку безпеки);
6) загальнозаводські витрати.
Із собівартості основного продукту звичайно знімається вартість побічних продуктів, одержуваних з тієї ж сировини. Співвідношення витрат по статтях собівартості по-різному для окремих виробництв. Однак у більшості випадків основні витрати падають на сировину.
Наприклад, собівартість продукції в хімічної промисловості, насамперед, залежить від вартості й повноти використання сировини й від вартості й витрати палива й енергії. Тому ощадливе використання сировини, палива й енергії є основною умовою зниження собівартості продукції.
Із технологічних складових мають велике значення витрати енергії на виробництво продукції. Енергоємність, як показник, має суттєвий вплив на собівартість продукції.
Окрім перелічених показників, технологічні схеми виробництва будь-якого продукту можуть бути оцінені за такими показниками [32], [58]:
1. відповідність властивостей готового продукту їхньому цільовому призначенню;
2. відповідність технології вимогам екології та техніці безпеки;
3. матеріало- і енергоємність;
4. ресурсо- та енергозбереження;
5. інтенсифікації виробництва;
6. інформаційна забезпеченість і керованність;
7. принципи оптимального варіанту.
Крім цього, необхідно враховувати і такі показники, що пов'язані з сучасними вимогами до технічних об'єктів:
- гнучкість — тобто можливість протистояти змінюючим умовам функціонування;
- стабілізуємість — властивість системи, що пов'язана із якістю перехідних процесів та сталістю;
- живучість — можливість керувати при непрацездатності окремих елементів;
- надійність — виключення аварійних ситуацій.
Виходячи із сучасних уявлень про оцінку якості технологічних процесів вважають, що економічні характеристики технологічних ліній, обчислені за загально прийнятими методиками, є другорядними характеристиками, які отримані розрахунковими методами на основі першорядних.
Слід зауважити, що в кожній галузі існують спеціальні показники для оцінки якості технологічних процесів. Наприклад, в хімічній технології глибина протікання реакції, від якої залежать ступінь використання сировини й інші показники хіміко-технологічних процесів, може характеризуватися ступенем перетворення й виходом, а для складних реакцій, крім того, - селективностью.
Ступень перетворення - відношення кількості речовини, що вступили в реакцію, до його вихідної кількості.
Аналіз рівня техніки [45] доцільно почати з вивчення вікового складу обладнання, ступеня оновлення і зношення. З цією метою порівнюють результати аналізу стану основних виробничих фондів із середньогалузевими показниками і даними споріднених підприємств.
Ступінь оновлення показує, наскільки інтенсивно діє процес оновлення ("омолодження") техніки.
протікають складні паралельні й послідовні реакції з одержанням декількох продуктів. Деякі із цих продуктів — цільові, інші — побічні.
Наприклад, ресурсозбереження можна оцінити за виходом готової продукції та за витратами допоміжних матеріалів, екологічність — за кількістю і концентрацією викидів і т.д. Можливо оцінювати екологічність встановленням ціни на одиницю маси шкідливих викидів, або їх концентрацією.
Порівняння показників дозволяє зробити висновки, що показники якості технологічних процесів переробних виробництв не завжди відповідають національним та міжнародним стандартам, оскільки за багатьма показниками ці процеси не оцінюються взагалі, а частина показників визначається згідно з методикою, яка не відповідає національним та міжнародним стандартам.
Вважається, що технічний рівень виробів перевищує найбільші світові досягнення, якщо кожен з обраних для порівняння показників перевищує більш ніж на 5% відповідні значення показників кожного аналога. Якщо ж відхилення значень параметрів зразка і аналогів, що оцінюються, знаходиться в межах +/- 3%, то прийнято вважати, що виріб відповідає найвищому світовому рівню.
Ці загальні положення і визначення регламентовані міжнародними стандартами, стандартами країн СНД (в т.ч. ГОСТами СРСР, ДСТУ, тощо).
При проведенні аналізу рівня технології виробництва, об'єктами аналізу можуть бути:
- технологія виробництва підприємства (об'єднання) в цілому;
- технологія за окремими підрозділами;
- технологія виробництва окремих виробів або груп виробів, агрегатів, вузлів, деталей;
- окремі технологічні процеси.
Вибір об'єкта аналізу залежить від стану виробництва і від конкретних завдань, поставлених перед ним.
Проводити аналіз доцільно у такій послідовності:
1) аналіз основних показників рівня технології з метою визначення ступеня його прогресивності й економічності з урахуванням специфіки даного виробництва;
2) виявлення технічних та організаційних факторів, що зумовили незадовільні показники;
3) розробка основних напрямків удосконалення технології виробництва на найближчі роки і визначення прогресивних показників, яких необхідно досягнути до кінця періоду.
Важливим узагальнювальним показником рівня технології є питома вага продукції, виготовленої за допомогою прогресивних технологічних методів, у загальному обсязі товарної продукції (У ціновому, трудовому або натуральному виразі).
Кожний технологічний процес має свої особливості та властиві для нього показники. Тому питому вагу продукції, виготовленої за допомогою прогресивної технології, визначають відповідно до цехів.
Наприклад, удосконалення технології у металообробних цехах пов'язане також із підвищенням рівня оснащеності пристроями і спеціальними інструментами різних видів.
Для з'ясування рівня технологічного оснащення визначають коефіцієнт технологічного оснащення як співвідношення числа детале-операцій, виконаних із застосуванням пристроїв, до загальної кількості детале-операцій. Цей коефіцієнт також можна визначити за даними технологічних карт [45].
Крім цього, показниками технологічного рівня є співвідношення за різними групами обладнання машинного і допоміжного часу та застосування типових технологічних процесів.
Рівень технології пов'язаний зі станом технологічної дисципліни, її аналіз проводять за допомогою вибіркового методу у таких трьох напрямках:
а) виявляють найтиповіші відхилення від технологічного процесу і причини, що їх зумовили;
б) оцінюють дотримання графіка перевірки обладнання на технологічну точність;
в) аналізують систему перевірки оснащення на технологічну точність.
Про технологічну дисципліну роблять висновок, врахувавши також динаміку таких показників, як втрати через брак і доплати робітникам - відрахування за порушення встановленої технології.
Рівень технології залежить і від ступеня механізації та автоматизації технологічного контролю, застосування прогресивних (наприклад, не руйнування підконтрольних виробів без зупинки обладнання тощо), статистично-математичних, у тому числі вибіркових, методів контролю і т. ін.
Ефективність удосконалення технології проявляється у першу чергу в зниженні трудомісткості і матеріаломісткості продукції.
Для оцінювання рівня технології вивчають також норми часу і коефіцієнти корисного використання матеріалів для виробів деталей і окремих технологічних процесів.
Технологічна підготовка виробництва
Технологічна підготовка виробництва (ТПВ)— це сукупність заходів, які забезпечують повну технологічну готовність виробництва до випуску нового виробу при мінімальних трудових, матеріальних і часових витратах.
Технологічна підготовка виробництва — одна з найважливіших стадій системи СОНТ (створення та освоєння нової техніки), вона досить значна за обсягом і складністю.
Технологічна підготовка виробництва регламентується системою стандартів "Єдина система технологічної підготовки виробництва" (ЄСТПВ), які передбачають єдиний для всіх підприємств системний підхід до організації цього процесу.
ЄСТПВ — це встановлена державними стандартами система організації і управління процесом ТПВ, яка передбачає широке застосування типових технологічних процесів, стандартного технологічного оснащення та обладнання, засобів механізації та автоматизації виробничих процесів, інженерно-технічних і управлінських робіт.
ЄСТПВ — технічна основа забезпечення комплексних систем управління якістю продукції.
Комплекс державних стандартів ЄСТПВ поділяється з урахуванням складу основних функцій ТПВ на п'ять класифікаційних груп:
— група 0 — загальні положення;
— група 1 —г правила організації та управління процесом ТПВ;
група 2— правила забезпечення технологічності конструкції виробу;
— група 3 — правила розробки і застосування технологічних процесів і засобів технологічного оснащення;
— група 4 — правила застосування технічних засобів механізації та автоматизації інженерно-технічних робіт.
Технологічна підготовка виробництва на підприємстві виконується відділами головного технолога, головного металурга, а також технологічними бюро основних цехів, у підпорядкуванні яких знаходяться ливарні, ковальські, механічні і складальні цехи. Матеріальною базою для них є інструментальний та модельний цехи, технологічні лабораторії, дослідне виробництво.
Основні етапи ТПВ:
1. Розробка технологічних процесів.
2. Проектування технологічного оснащення і нестандартного устаткування.
3. Виготовлення засобів технологічного оснащення (оснащення і нестандартне устаткування).
4. Перевірка і налагодження запроектованої технології і виготовленого технологічного оснащення.
Па першому етапі здійснюються вибір раціональних способів виготовлення деталей і складальних одиниць, розробка нових технологічних процесів. Зміст робіт з проектування технологічних процесів складається з таких елементів:
— вибору виду заготівок;
розробки міжцехових маршрутів;
— визначення послідовності і змісту технологічних операцій;
— визначення, вибору і замовлення засобів технологічного оснащення;
— встановлення порядку, методів і засобів технічного контролю якості;
— призначення і розрахунку режимів різання;
— технічного нормування операцій виробничого процесу;
— визначення професій і кваліфікації виконавців;
— організації виробничих ділянок (потокових ліній);
четвер, 19 вересня 2013 р.
Історія винайдення радіо, або з чого почався безпровідний радіозвязок
 В лютому 1896 року, Гульельмо Марконі що подорожував з Італії до Англії щоб продемонструвати телеграфному предствництву Британії свій новий винахід в напрямі безпровідного телеграфного звязку. Його перший Британський патент був представлений 2-го червня того ж року.Через кооперацію з В.Г. Прісом, який на той час був головним інженером з електротехнікителеграфного відділу Британської пошти, в липні 1896 року було вперше без використання дротової лії передано сигнал на відстань однієї з чвертю милі. З того часу пішов процес розвитку радіозвязку. Найвизначнішими подіями в історії радіозвязку і безпровідних технологій були:1927 Перший комерційний сервіс радіозвязку що зєднав Великобританію і США1946 Перший мобільний телефон що використовував ‘push-to-talk’ технологію1948 Клод Шенон опублікував дві базові роботи з теорії інформаціїy, що містили основи теорії стиснення даних (теорія кодування) і виявлення помилок та їх виправлення (кодування каналу)1950 Перша наземна мікрохвильова телекомунікаційна система, встановлення для підтримки 2400 телефонних ліній1950s В кінці десятиліття, кілька ‘push-to-talk’ мобільних систем встановлюються в великих містах для впровадження радіо звязку для екстренних служб, таксі, поліція та інше.1960s На початку десятиліття, розвинуто вдосконалені мобільні телефонні системи (IMTS) , що підтримували одночасну передачу та прийом сигналу, більшу кількість каналів, і володіли значно більшою потужністю сигналу.1962 На орбіту виведено перший комунікаційний супутник Telstar1964 Міжнародний супутниковий телекомунікаційний консорціум (INTELSAT) запустив перший геостаціонарний супутник “Early Bird-рання пташка”1968 Агенство захисту прогресивних дослідницьких проектів – US (DARPA) обрало BBN розробником “мережі агенції прогресивних лослідницьких проектів ” (ARPANET), батька сучасного інтернету.1977 Прогресивна система мобільної телефонії (AMPS), винайдена Bell Labs, була вперше встновлена вСША з поділом географічних областей на стільниці‘cells’, це був початок сучасного стільникового звязку.1983 1 –го січня, TCP/IP протокол був обраний як офіційний протокол для ARPANET, що призвело до його швидкого росту.1992 Один мільйон хостів було приєднано до Інтернету, і їх кількість щороку подвоюється1993 Інтернет протокол версії 4 (IPv4) був встановлений для підвищення надійності передачі даних через інтернет в поєднанні з транспортним протоколом (TCP)1994–5 Federal Communications Commission було ліцензовано для персональних комунікаційних сервісів (PCS) для спектру частот(1.7 до 2.3 GHz) за 7.7 більйона доларів1998 Фірми Ericsson, IBM, Intel, Nokia, та Toshiba занонсували розробку технології Bluetooth для безпровідного обміну даними між компютерами чи стільниковими телефонами та стаціонарними компютерами
В лютому 1896 року, Гульельмо Марконі що подорожував з Італії до Англії щоб продемонструвати телеграфному предствництву Британії свій новий винахід в напрямі безпровідного телеграфного звязку. Його перший Британський патент був представлений 2-го червня того ж року.Через кооперацію з В.Г. Прісом, який на той час був головним інженером з електротехнікителеграфного відділу Британської пошти, в липні 1896 року було вперше без використання дротової лії передано сигнал на відстань однієї з чвертю милі. З того часу пішов процес розвитку радіозвязку. Найвизначнішими подіями в історії радіозвязку і безпровідних технологій були:1927 Перший комерційний сервіс радіозвязку що зєднав Великобританію і США1946 Перший мобільний телефон що використовував ‘push-to-talk’ технологію1948 Клод Шенон опублікував дві базові роботи з теорії інформаціїy, що містили основи теорії стиснення даних (теорія кодування) і виявлення помилок та їх виправлення (кодування каналу)1950 Перша наземна мікрохвильова телекомунікаційна система, встановлення для підтримки 2400 телефонних ліній1950s В кінці десятиліття, кілька ‘push-to-talk’ мобільних систем встановлюються в великих містах для впровадження радіо звязку для екстренних служб, таксі, поліція та інше.1960s На початку десятиліття, розвинуто вдосконалені мобільні телефонні системи (IMTS) , що підтримували одночасну передачу та прийом сигналу, більшу кількість каналів, і володіли значно більшою потужністю сигналу.1962 На орбіту виведено перший комунікаційний супутник Telstar1964 Міжнародний супутниковий телекомунікаційний консорціум (INTELSAT) запустив перший геостаціонарний супутник “Early Bird-рання пташка”1968 Агенство захисту прогресивних дослідницьких проектів – US (DARPA) обрало BBN розробником “мережі агенції прогресивних лослідницьких проектів ” (ARPANET), батька сучасного інтернету.1977 Прогресивна система мобільної телефонії (AMPS), винайдена Bell Labs, була вперше встновлена вСША з поділом географічних областей на стільниці‘cells’, це був початок сучасного стільникового звязку.1983 1 –го січня, TCP/IP протокол був обраний як офіційний протокол для ARPANET, що призвело до його швидкого росту.1992 Один мільйон хостів було приєднано до Інтернету, і їх кількість щороку подвоюється1993 Інтернет протокол версії 4 (IPv4) був встановлений для підвищення надійності передачі даних через інтернет в поєднанні з транспортним протоколом (TCP)1994–5 Federal Communications Commission було ліцензовано для персональних комунікаційних сервісів (PCS) для спектру частот(1.7 до 2.3 GHz) за 7.7 більйона доларів1998 Фірми Ericsson, IBM, Intel, Nokia, та Toshiba занонсували розробку технології Bluetooth для безпровідного обміну даними між компютерами чи стільниковими телефонами та стаціонарними компютерами
Підписатися на:
Дописи (Atom)